English
English 中文简体
中文简体 русский
русский 日本語
日本語 Français
Français Español
Español عربى
عربىcn
2026-05-15
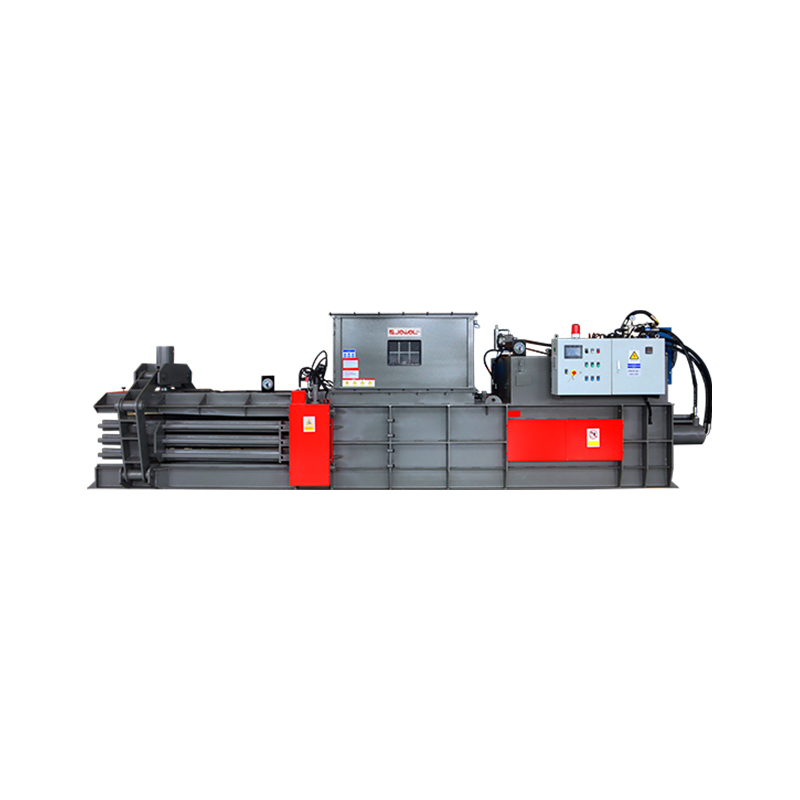
在使用液压打包机完成压缩操作后,很多客户发现实际出包尺寸比压缩腔的尺寸要大,甚至在出包后持续膨胀一段时间。这种现象在废塑料、布料、纤维类、卫生用品等物料上尤为明显。理解回弹的成因,有助于客户在选型时设定更合理的尺寸目标,避免因尺寸偏差影响装车、入库或后续处理。
回弹是指物料在压缩力撤除后,内部弹性恢复导致包块体积膨胀的现象。所有有机物料在一定程度上都存在回弹,区别在于回弹的幅度和速度不同。
出包后,回弹通常分为两个阶段:压缩腔门打开时的即时膨胀,以及出包后数小时至数天内的持续缓慢膨胀,后者在含水率较高的物料上尤为明显。
物料的材质是决定回弹幅度的核心变量。以下几类特性会显著加剧回弹:
客户在提出包块尺寸要求时,应同时明确两个指标:
仅提供理想尺寸而不说明最大可接受限制,容易导致选型方案与实际使用之间出现落差。工程师在匹配压缩腔尺寸和压力参数时,需要同时参考两个数据。|
废纸类(包括瓦楞纸板)通常回弹幅度相对较小,压缩后尺寸稳定性较好,适合对尺寸一致性要求较高的运输场景。
废金属(铝箔、铁皮等)在压缩后也具有较低的回弹率,但需要根据壁厚和形状确认刀具及压力配置。
混合废料因物料成分不稳定,回弹预测难度较高,建议提供试料样品进行实机测试后再确认方案。
为什么我要求 1 米左右的包块,实际出包可能会更长?
因为物料压缩后会回弹,回弹程度与材质、蓬松度、形状、含水率、喂料方式和压缩密度有关。选型时应同时确认目标尺寸和最大可接受尺寸,例如包块是否必须小于某个装车、入炉或堆放空间的限制,工程师需要这个上限数值才能选择正确的压缩腔长度和压力参数。仅提供理想目标,压缩腔内可能达到目标,但出包后的实际回弹可能超出实际使用限制。
回弹能否完全消除?
弹性物料的回弹无法完全消除,但可以通过合理的压缩腔设计、多次压缩循环和在设备安全范围内提高压力来显著降低。对于弹性极强的物料(如泡沫或合成纺织物),一定程度的残余回弹是材质本身特性决定的。实际做法是在设计压缩目标时将预期回弹量纳入考量,使出包后的包块稳定落在可接受尺寸范围内,而不是试图完全消除回弹。
是否应该要求尽可能紧实的包块来减小回弹?
不一定。更高的压缩密度确实能减少即时回弹,但最大压缩并非在所有场景下都合适。如果包块后续需要拆包再加工,过于紧实的包块难以拆开,可能损坏二次加工设备。如果包块用于焚烧,入炉尺寸和燃烧效率也有约束条件。最优压缩密度需要在回弹控制与包块离厂后的实际使用需求之间取得平衡。
如果您正在评估废料打包设备,欢迎向 JEWEL 团队提供物料照片、处理量、包块目标和现场条件,协助初步判断设备方向。